
WHEN A SURFACE SHOULD BE ABRADED?
The importance of attention to detail, and precise adherence to instructions, cannot be overstressed in surface preparation for strain gage bonding. Get it wrong and everything after could be a waste of time
Strain gages can be satisfactorily bonded to almost any solid material if the material surface is properly prepared.
Warning: All open surfaces not thoroughly and freshly cleaned must be considered contaminated, and require cleaning immediately prior to gage bonding.
Similarly to your Basic Ingredients for Cooking, it is imperative that the materials used in the surface preparation be fresh, clean, and uncontaminated.
Call us to discuss special precautions and considerations which should be borne in your mind when working with unusual materials and/or surface conditions.
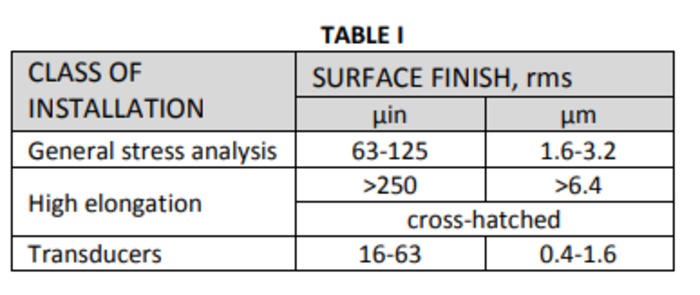
In preparation for gage installation, after proper degreasing, the surface is dry abraded to remove any loosely bonded adherents (scale, rust, paint, galvanized coatings, oxides, etc.), and to develop a surface texture suitable for bonding. The abrading operation can be performed in a variety of ways, depending upon the initial condition of the surface and the desired finish for gage installation. For rough or coarse surfaces, it may be necessary to start with a grinder, disc sander, or file. Finish abrading is done with silicon-carbide paper of the appropriate grit. If grit blasting is used instead of abrading, either clean alumina or silica (100 to 400 grit) is satisfactory. In any case, the air supply should be well filtered to remove oil and other contaminant vapors coming from the air compressor. The grit used in blasting should not be recycled or used again in surface preparation for bonding strain gages. The optimum surface finish for gage bonding depends somewhat upon the nature and purpose of the installation. For general stress analysis applications, a relatively smooth surface (in the order of 100μin [2.5μm] rms) is suitable, and has the advantage over rougher surfaces that it can be cleaned more easily and thoroughly. Smoother surfaces, compatible with the thin "gluelines" required for minimum creep, are used for transducer installations. In contrast, when very high elongations must be measured, a rougher (and preferably cross-hatched) surface should be prepared. The recommended surface finishes for several classes of gage installations are summarized in Table I, below.
Note: Generally, no surface abrasions are allowed on glass. Always consult with the right people to see if abrasion is allowed. Abrasion will increase peel strength of the adhesive. If abrasion is allowed, a grit blast is preferred, as it produces a more uniform surface roughness. The next best method would be an acid treatment to “frost” the glass (usually a high concentration of sulfuric acid). Both increase the surface roughness uniformly.
Wet Abrading — Whenever M-Prep Conditioner A is compatible with the test material, the abrading should be done while keeping the surface wet with this solution, if physically practicable. Conditioner A is a mildly acidic solution which generally accelerates the cleaning process and, on some materials, acts as a gentle etchant. It is not recommended for use on magnesium, synthetic rubber, or wood.






Recent comments